儀征高性能主喂料機價格
發布時間:2025-07-11 00:43:09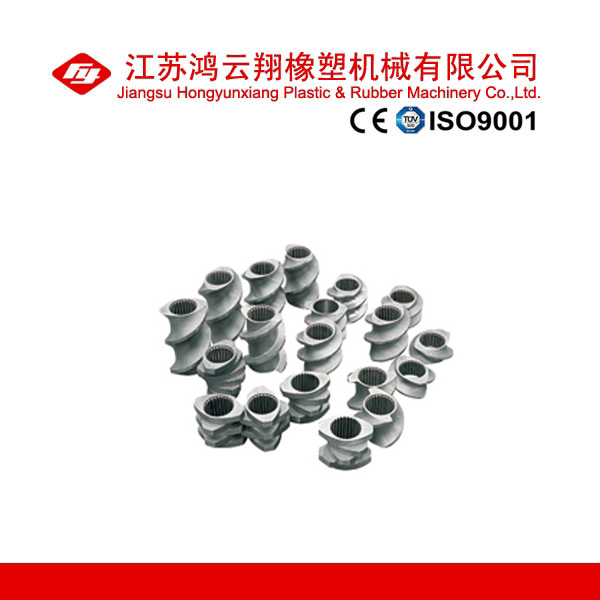
儀征高性能主喂料機價格
關于單螺桿和雙螺桿的區別首先是概念的區別:1、單螺桿塑料造粒機造粒機的主機料筒采用電加熱,水冷卻自動控制機筒溫度。螺桿芯部可通水冷卻,控制螺桿溫度。機頭裝有測試熔溫熔壓的壓力傳感器。滾刀切粒機、造粒輔機、旋轉刀片由交流調速電機驅動,變頻調速、離心脫水機、 臥室振動篩、風送儲料桶等組成。2、主要用于橡塑和工程樹脂的填充、共混、改性、增加、氯化、聚丙烯和高吸水性樹脂的加工;可降解母粒、聚酰胺縮聚 、聚氨脂加聚反應的擠出;碳粉、磁粉的造粒,電纜用絕緣料、護套料、低煙無鹵阻燃型PVC電纜料及各種硅烷交聯料的制備等,小機型主要用于科研和教學。
儀征高性能主喂料機價格
對于大家都不陌生,它主要用于橡塑和工程樹脂的填充、共混、改性、增加、氯化、聚丙烯和高吸水性樹脂的加工以及可降解母粒、聚酰胺縮聚、聚氨脂加聚反應的擠出;碳粉、磁粉的造粒,電纜用絕緣料、護套料、低煙無鹵阻燃型PVC電纜料及各種硅烷交聯料的制備等,其中小機型主要用于科研和教學。大機型采用變頻調速、交流電機驅動或直流調速、直流電機驅動。減速和雙螺桿傳動在同一箱體之內,外形尺寸緊湊。PVC雙螺桿造粒機采用裝有剪切銷的安全聯軸器,可以保護螺桿和傳動箱不因超負荷而損壞。

儀征高性能主喂料機價格
雙螺桿擠出機的機筒磨損要表現在隨著運用過程的的磨損,造成機筒內徑直徑增大,機筒因為內外表硬度高于螺桿,機筒的損壞要比螺桿來得晚。機筒維修方法和修復過程中需求留意以下事項如下:1、 機筒因磨損添加直徑,假如還有一定的滲氮層,可把機筒內孔直接進行鏜孔研磨,得到新的直徑尺度,然后按照新的直徑制造新的螺桿。2、 通過機加工,機筒內徑經修整重新澆鑄合金,厚度控制在1~2mm間,然后進行精加工至必要的新尺度。3、平行雙螺桿擠出機通常情況下機筒均化段磨損較其它位置快,可將均化段鏜孔修整,再配一個滲氮合金鋼襯套,內孔直徑參照螺桿直徑,留在正常配合間隙,進行加工制造。4、 螺桿和機筒制造用資料。目前國內制造螺桿和機筒常用資料,有45、40Cr和38CrMoAlA,而進口擠出機中螺桿和機筒的制造資料,常用合金鋼有34CrAINi7和CrMoV9,其資料的屈從強度有900MPa左右。經滲氮處理后,既耐磨又有杰出的抗腐蝕性,硬度在1000HV以上。

儀征高性能主喂料機價格
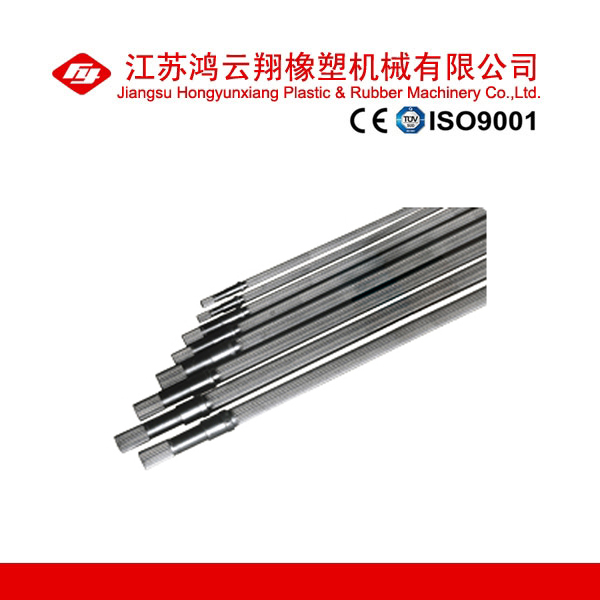
雙螺桿擠出造粒機的計量區。一旦聚合物熔化完成,它們就通過具有篩網的破碎板離開擠出機。這些篩有助于從熔融聚合物中除去雜質。在此也發生了在熔化區不熔化的顆粒的熔化。這確保了熔融樹脂的均勻性。如果要實現塑性均勻性,可以控制屏幕的數量和屏幕的孔隙率。同樣在這里,熔融聚合物以直線排出,從而消除了對聚合物的螺旋效應。該部分的壓力很高,使得熔融聚合物能夠連續擠出并形成形狀。有空氣泵送以防止塑料產品坍塌。

儀征高性能主喂料機價格
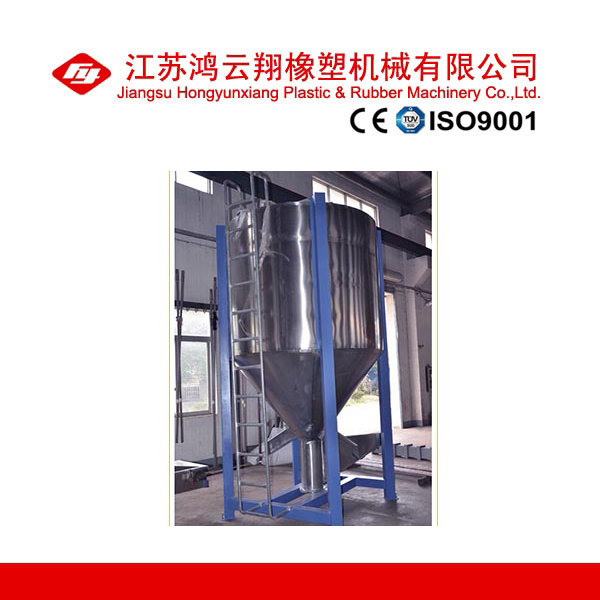
膠粒機的使用往往沒有得到足夠的重視,從而引發了一些不必要的事故問題,那么在使用pvc造粒機的過程中,我們應該注意哪些方面呢?小心防火,滅火器應放在使用熱傳導油的設備附近。發生故障或異常情況,應及時報告相關人員,并由維修人員進行處理。如果是發現有影響的異常出現,立即去按下急停開關。請勿使用含有金屬雜質或泥沙的低級回料,進料口附近不得放有可能跌落的金屬,以免加劇螺桿、機筒的磨損或產生卡死、損壞現象。膠粒機操作時,應使用潔凈度、粘度等指標均符合要求的液壓油,并按規定向機油冷卻器提供足夠流量的冷卻水,以防止液壓元件及管路因油液污染或高溫而發生堵塞、漏油等損壞現象。
儀征高性能主喂料機價格
PVC制粒機是塑料加工機械。尤其在當今污染嚴重的環境中,塑料造粒機發揮了很大的作用,為了提高設備的使用壽命,減少資源的浪費,不僅要正確操作設備,還要做好日常的清潔和保養工作,避免塑料造粒機發生各種故障。正確的清理膠粒機的步驟如下:1、膠粒機首先進行抽吸。反復使用,直至腔內含氯乙烯達標,再將鼓風機的通風管置于人的腔內供氣。關掉塑膠造粒機上的相關閥門(氮氣閥、單體氣體回收閥、單體進給閥、分散劑進給閥、無離子水進給閥、調節劑進給閥等),切斷進料口自動開關閥的氣源。從塑料制粒機切斷所有電源。全過程中,應在罐車旁認真監護,及時傳遞工具,確保罐車工人的安全,一旦發現有異常,應及時協助處理。必須戴好勞動保護用品,并帶上專用的防毒面具;清鍋人員必須仔細檢查鍋內的粘釜物和結塊物。特殊情況下,及時與相關人員聯系。清洗完畢,用高壓水排凈鍋中的粘料,將電器部分重置,并通知聚合系統,清洗完畢。正確的清洗塑膠造粒機,不僅可以保證下一次正常使用,而且可以延長其使用壽命,減少故障的發生。