陜西高性能高填充母粒造粒機廠家
發布時間:2024-01-08 01:03:55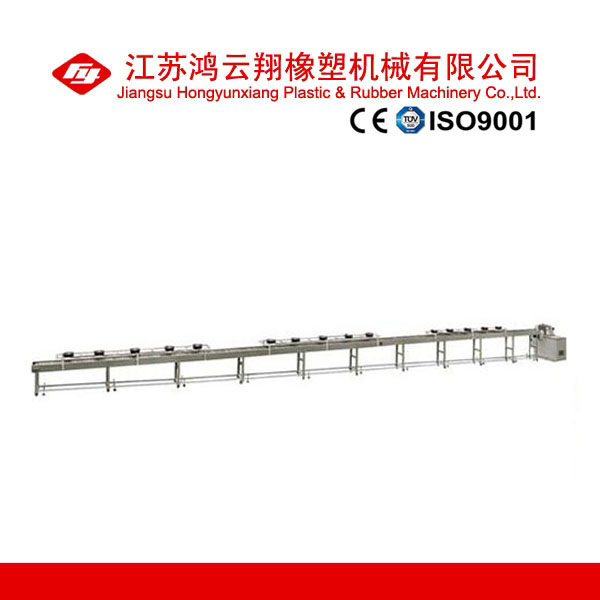
陜西高性能高填充母粒造粒機廠家
雙螺桿擠出機的優點:成為多個行業的標準,因為它提供了許多優勢:單螺桿擠出機:產品質量的生產和控制更加一致。·由于持續處理,更快的啟動和產品變更之間的關閉,快速轉換和提高生產力。高級自動化。·更大的靈活性,能夠處理各種原材料。·節省能源和水,優化占地面積。·簡單易維護和清潔
陜西高性能高填充母粒造粒機廠家
從全體上說平行雙螺桿擠出理論的研討尚處于初始階段,這便是所說的"技藝多于科學".從它的擠出進程的研討,大約分三個環節:聚合物在擠出進程中物態改動規矩,運送原理固體熔體的運送 排氣底細和規矩,樹立起數學的物理的模型,用來輔導雙螺桿擠出機的規劃和擠出進程的優化。要弄清楚兩種以上的聚合物及物料在擠出進程中物態改動真實情況,混合形狀,結構改動的進程,以及較終混合物與功能的聯絡。做為雙螺桿擠出機,擠出反應成型時的反應進程、速度、功能與螺桿構型、操作條件之間的內在聯絡,樹立模型,用來輔導反應成型擠出。

陜西高性能高填充母粒造粒機廠家
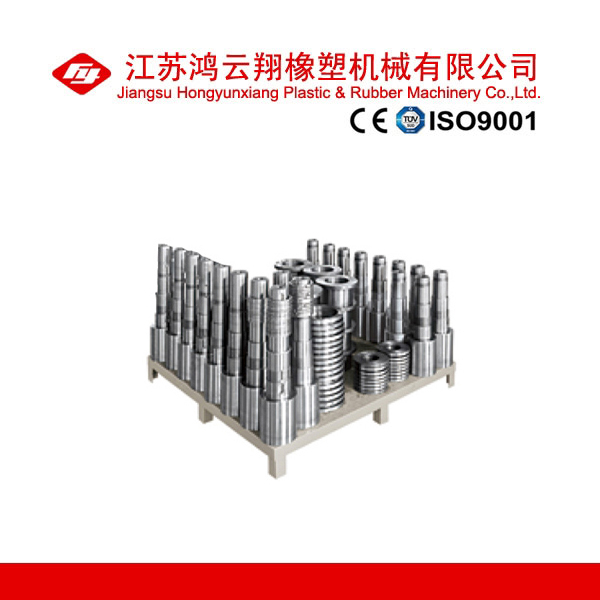
1、雙螺桿擠出機先加熱機筒至機筒內殘余物料的成型溫度;2、升溫至成型溫度后,趁熱拆下機頭,整理機筒孔端及螺桿端部的物料;3、封閉電源,拆下機頭上的測壓、測溫元件及加熱器;4、平行雙螺桿擠出機松開兩套筒聯軸器,根據螺桿軸端的緊定螺釘類型,觀察并記住兩螺桿尾部花鍵與標記;5、拆下兩螺桿頭部的緊定螺釘,注意為左旋螺釘,采用螺桿拆下的專用工具,將兩螺桿同步緩慢向外抽出一段,并用銅絲刷或銅鏟將螺桿表面的物料趁熱迅速清除; 6、同向雙螺桿擠出機將螺桿悉數抽出,平放在木板上,卸下螺桿拆開工具,趁熱拆下并整理螺桿元件,若是物料滲入螺桿心軸致使螺桿元件拆開困難,可用木錘或銅棒沿螺桿元件四周悄悄敲擊,松動后再取出元件。假如仍然取出困難,有必要重新放入機筒內加熱,待物料熔融后即可趁熱卸下。

陜西高性能高填充母粒造粒機廠家
不少人會在成本低的情況下賺錢快的小企業自己創業,小型廢泡沫顆粒機價格低的情況下賺錢快,整機體積小,產量高,性能好,耗電少,成品質量好,適應性廣,深受高考落榜生,小企業新手及投資不多的朋友的喜愛,購置小型廢泡沫顆粒機還可配自動換網,不停機電動(或手動)換網,結構緊湊,輔機采用風送料,耐腐蝕,耐磨損,美觀耐用,振動分離冷卻,自動化程度高,自動控溫自動換網,出粒質量好,銷量好。廢泡沫造粒機的參數配置如下:型號:220型產量:每小時300-350公斤,電機功率:800公斤,破碎機5.5公斤,主機15公斤,輔機5.5公斤,模頭2.2公斤,破碎機1.1公斤:270型產量:每小時400-450公斤,電機功率:800公斤,破碎機5.5公斤,主機15公斤,輔機5.5公斤。主機18.5KW,輔機11KW,模頭2.2KW,切粒機2.2KW型號:350型產量:每小時650—700斤,電機功率:1000KW,粉碎機5.5KW,主機22KW,輔機11KW,模頭2.2KW,切粒機2.2KW
陜西高性能高填充母粒造粒機廠家
塑料擠出造粒機水冷卻循環。每節筒體冷卻管路均配有手動截流閥和電磁閥,前者控制軟水流量,后者與溫控儀表聯動,對軟水通斷進行自動控制。進料段筒體僅配有手動截流閥,對于在進料口無熔融積料傾向的物料,此段冷卻也可以不進行。軟水循環系統無需啟動啟動,待主機運行平穩后,若某段筒體測試溫度明顯高于設定溫度,便可啟動軟水系統水泵,調節泵出口旁路溢流閥,將泵出口壓力控制在0.2-0.3 MPa,再輕微開啟需要冷卻的筒體段截流閥(不可突然全開)。 塑膠制粒機等待數分鐘觀察該段溫度的變化,如無明顯的下降趨勢或下降到某個新的平衡溫度,但超過允許值,則可再適量調整大管或小管閥門。這個過程常常需要一定的反復才能達到要求。在確定閥的開度調整后,一般同一種物料作業不需要再調整。通過調節水箱冷卻器來控制軟水箱的水溫。進料機構為可推拉,便于清洗。錐形雙層電加熱。塑膠造粒機雙螺桿擠出機減速箱:國產高扭矩齒輪箱,高扭矩; NSK軸承;600 rpm大輸出轉速,內置雙潤滑系統,配置獨立的油潤滑冷卻系統,有效保護驅動箱。主機:交流馬達;功率:75 kw。

陜西高性能高填充母粒造粒機廠家
雙螺桿擠出機的機筒磨損要表現在隨著運用過程的的磨損,造成機筒內徑直徑增大,機筒因為內外表硬度高于螺桿,機筒的損壞要比螺桿來得晚。機筒維修方法和修復過程中需求留意以下事項如下:1、 機筒因磨損添加直徑,假如還有一定的滲氮層,可把機筒內孔直接進行鏜孔研磨,得到新的直徑尺度,然后按照新的直徑制造新的螺桿。2、 通過機加工,機筒內徑經修整重新澆鑄合金,厚度控制在1~2mm間,然后進行精加工至必要的新尺度。3、平行雙螺桿擠出機通常情況下機筒均化段磨損較其它位置快,可將均化段鏜孔修整,再配一個滲氮合金鋼襯套,內孔直徑參照螺桿直徑,留在正常配合間隙,進行加工制造。4、 螺桿和機筒制造用資料。目前國內制造螺桿和機筒常用資料,有45、40Cr和38CrMoAlA,而進口擠出機中螺桿和機筒的制造資料,常用合金鋼有34CrAINi7和CrMoV9,其資料的屈從強度有900MPa左右。經滲氮處理后,既耐磨又有杰出的抗腐蝕性,硬度在1000HV以上。