樂清優質主喂料機廠家
發布時間:2023-06-24 01:06:00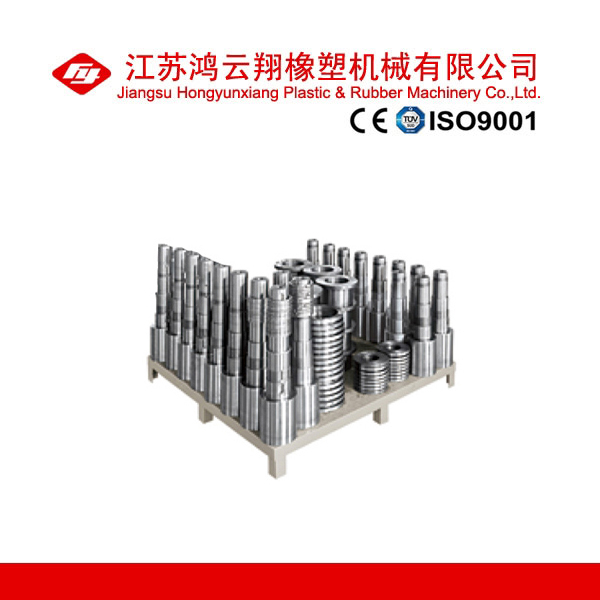
樂清優質主喂料機廠家
雙螺桿擠出造粒機的計量區。一旦聚合物熔化完成,它們就通過具有篩網的破碎板離開擠出機。這些篩有助于從熔融聚合物中除去雜質。在此也發生了在熔化區不熔化的顆粒的熔化。這確保了熔融樹脂的均勻性。如果要實現塑性均勻性,可以控制屏幕的數量和屏幕的孔隙率。同樣在這里,熔融聚合物以直線排出,從而消除了對聚合物的螺旋效應。該部分的壓力很高,使得熔融聚合物能夠連續擠出并形成形狀。有空氣泵送以防止塑料產品坍塌。
樂清優質主喂料機廠家
下面呢,南京杰亞設備來給我們簡略介紹一下關于雙螺桿擠出機的傳動技能分析:傳動部件是雙螺桿擠出機的核心部件,如同轎車的發動機,可以供應滿足的動力,才華輸出滿足的產值,所以前進擠出功率需求有弱小的傳動系統供應動力。在雙螺桿擠出機中,動力是通過螺桿元件的旋轉運動表現出來的,旋轉運動中動能轉化成改動力,扭力越大運送的物料越多,即需求高扭矩的傳動系統提供動力,才華完結高產值。依據當時擠出機工作的開展現狀,傳動系統分為兩個有代表性的典型布局:平行三軸齒輪布局和雙側對稱驅動齒輪布局,通過下文分析可以看到兩種布局的差異。

樂清優質主喂料機廠家
您已經了解了雙螺桿擠出造粒機的設計,但這種造粒機的工作原理是什么? 要了解造粒機的工作原理,請允許我將其分解為以下部分:進水區。這里基本上發生的是原料的吸入,壓縮和輸送。這些原料可以是樹脂或顆粒。如果您想給自己獨特的產品特性,您可以選擇在此階段添加添加劑。隨著壓縮的進行,發生空氣的去除,使得材料上沒有空氣。樹脂通過料斗送入雙螺桿擠出機,并通過進料喉進入螺桿。然后螺絲將材料向前移動。吸入容量取決于一些因素,包括螺桿速度,樹脂密度。還取決于螺釘的通道深度和螺距。請記住,如果樹脂和桶之間發生摩擦,材料只能向前移動。
樂清優質主喂料機廠家
與每臺機器一樣,使用本機時也存在一些挑戰。但是,這不能阻礙您為生產選擇雙螺桿擠出機。讓我們來看看雙螺桿擠出造粒機的一些局限性:收購成本高.與單螺桿擠出機相比,獲得雙螺桿擠出造粒機的初始成本相對較高。這使得人們購買它沒有吸引力;持續維護.管中的定期摩擦意味著螺釘經歷磨損。這意味著需要不斷更換螺釘。另一個存在磨損的區域是壓縮部分,肋邊緣和圓筒。這意味著您必須經常更換這些部分。如果您想從雙螺桿擠出造粒機中獲得更佳效果,則必須不斷對樹脂進行預處理。這可確保您的樹脂生產出優質的塑料產品。
樂清優質主喂料機廠家
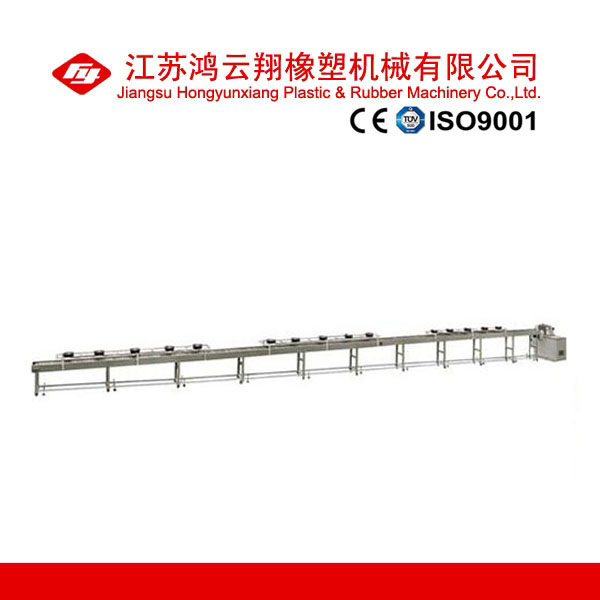
塑料擠出造粒機水冷卻循環。每節筒體冷卻管路均配有手動截流閥和電磁閥,前者控制軟水流量,后者與溫控儀表聯動,對軟水通斷進行自動控制。進料段筒體僅配有手動截流閥,對于在進料口無熔融積料傾向的物料,此段冷卻也可以不進行。軟水循環系統無需啟動啟動,待主機運行平穩后,若某段筒體測試溫度明顯高于設定溫度,便可啟動軟水系統水泵,調節泵出口旁路溢流閥,將泵出口壓力控制在0.2-0.3 MPa,再輕微開啟需要冷卻的筒體段截流閥(不可突然全開)。 塑膠制粒機等待數分鐘觀察該段溫度的變化,如無明顯的下降趨勢或下降到某個新的平衡溫度,但超過允許值,則可再適量調整大管或小管閥門。這個過程常常需要一定的反復才能達到要求。在確定閥的開度調整后,一般同一種物料作業不需要再調整。通過調節水箱冷卻器來控制軟水箱的水溫。進料機構為可推拉,便于清洗。錐形雙層電加熱。塑膠造粒機雙螺桿擠出機減速箱:國產高扭矩齒輪箱,高扭矩; NSK軸承;600 rpm大輸出轉速,內置雙潤滑系統,配置獨立的油潤滑冷卻系統,有效保護驅動箱。主機:交流馬達;功率:75 kw。